East Haddam, CT 06423 Fax: (860)873-8866
SPECIFICATIONS
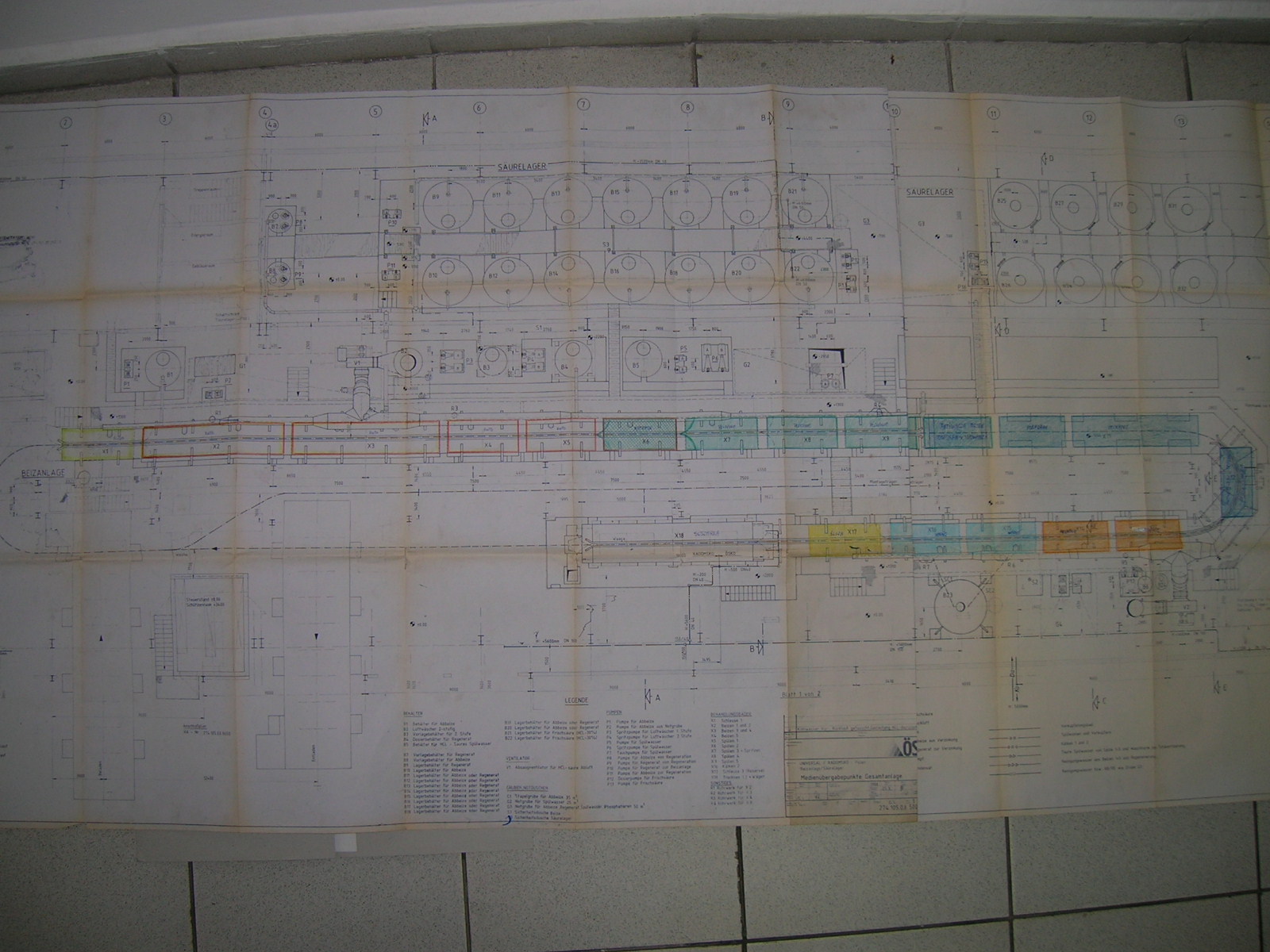
37-109
Complete Steel Pickling Line
PHOTOS BELOW
· REF# 37-109
HYDROCHLORIC ACID PICKILING
PLANT
WITH RECLAIM STATION
The
system was made by an Austrian company, ÖSKO, and has been in
operation since
1992 as the most modern plant using waste less technology for
hydrochloric acid
blank etching.
The pickling process takes
place in
accordance with the following equation:
FeO + 2 HCl
= Fe Cl2 + H2O
The process in question is
carried
out in completely air-tight sealed system, and HCl vapour is extracted
through
the water vapour absorber.
The
rated annual output of the pickling line amounts to 176,000 Mg of blank
(i.e.
raw material used for production).
The
actual output (depending on the number of orders placed by producers) is
46 – 50,000 Mg.
The
channel-tank line for the preparation of charge for the drawing process
includes several fully-automatic drive
units working in compliance with program settings (the units are
manually
controlled only in a few cases). The following processes are realised
here:
Ø
preliminary
vibration;
Ø
pickling;
Ø
post-pickling
wash;
Ø
activation;
Ø
porphyrisation;
Ø
post-porphyrisation
wash;
Ø
copper
plating;
Ø
post-copper
plating wash;
Ø
lime
coating;
Ø
Drying
+ weighing.
The charge is supplied to a
loading
conveyor, collected by the drive units’ hooks and dipped into
appropriate
process tanks according to the technological requirements for a given
product
stipulated in the process schedule.
Before
the chemical treatment is started, the charge undergoes initial
cleaning to get
rid of dirt. Cleaning is done by exposing the charge suspended on the
etching
hook to vibration.
Pickling in
hydrochloric acid is carried
out in two pairs of double and
single tanks respectively. The process includes dipping the charge in
appropriate tanks containing solutions to prescheduled process
parameters for a
given sort of blank material. The last tank is filled with a dose of
reclaimed
acid of carefully selected chemical parameters (tests are made in the
process
laboratory). Then, the reclaim is sent back to the first tank in the
cascade
system.
Used pickling solution of
particular
chemical properties is supplied from the first tank to the Acid Storage
Tank to
be reclaimed.
After
the pickling phase is completed, the washing
process starts which is realised in a succession of four wash
tanks to
which running water is supplied in the same manner as in the previous
(etching)
phase, i.e. in a cascade system in which acidified water from the first
wash is
directed to the wash effluent storage tank to be used in the process of
acid
reclaim.
Both
etching and washing belong to the phase of preliminary treatment and
are aimed
at the removal of scale and the preparation of the charge for the
so-called
finishing of the prefabricated surface, i.e. porphyrisation, copper
plating and
lime coating or the latter process alone.
Activation serves to prepare the charge
surface for porphyrisation or copper plating. The process includes
dipping the
charge in the tank with “Gardolene 26m”activating agent. The next phase
in the
technological sequence is the application of the phosphorous or copper
coating
which is realised by dipping the charge in the double tank.
Porphyrisation is done with zinc
phosphate and belongs to the preliminary treatment before cold working
of the
blank. After phosphorescing, the charge is washed in running water.
Copper plating of blank and wire is
carried out by dipping the charge in a tank filled with a water
solution of
copper sulphate with the possibility of dosing in hydrochloric acid. In
order
to keep the correct process parameters, the used dips are exchanged by
means of
a copper reclaimer or the dip is extracted by bleeding half of the
copper
plating tank volume and adding a portion of fresh copper sulphate in
order to
achieve the correct concentration of the agent.
Quantitative composition of
copper
plating dips at the working volume of the tank at 16 m3:
Copper sulphate -
CuSO4 x 5 H2O
( 16000 x 60 g/ l =
Sulphuric acid -
H2SO4 –
Immediately after the copper
plating
phase and before lime coating, the charge must be thoroughly washed in
a tank
with running water.
Wash
effluent is pumped through pumping station no. 2 to the Waste Water
Treatment
Plant.
Lime coating takes place in two tanks
with solutions of different density: 5% and 10% solution of Ca (OH)2.
Lime coating, being the final
phase
of chemical treatment of blank and wire in the process line, is
designed to
neutralise the acid remaining after previous treatment procedures, as
well as
putting on the lubricant carrier essential for the process of wire
drawing in
the Drawing Mill.
Lime is dosed out from a
storage bin
located in the Etching Plant. The complete air-tightness of the bin’s
unloading
and loading system guarantees a dust-free atmosphere in the hall.
Finally,
the chemically-treated charges undergo drying
in a two-chamber drier heated with natural gas with a hot air
circulation
system. Drying temperature may be adjusted up to
RECLAIM STATION
This plant is used for the
reclaim
of hydrochloric acid used in the process by means of high-temperature
method
which consists of evaporating the used solution, absorption of gaseous
hydrogen
chloride in the absorber and the generation of ferric oxide in the form
of
granulated product to be sold for further use.
It is cutting-edge
technology, since
the above reactions enable a complete reclaim of the hydrochloric acid,
efficient management of the other substrate (i.e. ferric oxide), as
well as
complete usage of thermal energy produced (see the description of the
reclaim
phase).
The
rated annual output is
Hydrochloric acid reclaim
process: a
summary.
Used
pickling solution (with the concentration of the ferric ion Fe+2
from ca. 90 to 140 g/dm3 and from 30 to 70 g/dm3
of free
HCl, in accordance with previous chemical analysis applied) goes
through a
pilot tank to the separator in which it is circulated in the Venturi
circulation system with a pump (rated output: 50 m3/h).
The stream of hot gas coming
from
the reactor at the temperature of ca.
The
thermal energy obtained is used to evaporate the water fraction from
the used
pickling solution, therefore the concentration of iron (Fe +2)
in
the acid solution increases up to 260 g/l (which equals to the density
of 1.49
kg/ l).
The increased elution of the
dust
remains is achieved by intensive mixing of the gas jet with the
circulated acid
in the Venturi nozzle, whereas the pickling solution with increased
iron
concentration is supplied to the vibration bed of the reactor via one
or two
titanium lances.
The vibration bed in question
includes granulated ferric oxide (grain size range from 0.1 to
2 Fe Cl2 + 2 H2O
> Fe2 O3 + 4 HCl
The ferric oxide is
dispatched from
the Reclaim Station, and the minor HCl fraction present in the gas jet
is
treated in the absorber. Clear reclaim goes from the absorber to the
reclaim
tank and then it is continuously supplied to the pickling bath.
The Reclaiming device may
be
conventionally divided into three sections:
a/
reactor with successive cyclone section. A reaction opposite to
etching
takes place in the reactor:
2 Fe Cl2 + 2 H2O = Fe2
O3 +
4 HCl
b/
the Venturi circulation system to which the used pickling
solution is
supplied along with the heat from hot reactor gases. The density and
concentration of the solution (bath) is increased in the system.
c/ absorption device in which
hydrochloric acid is reclaimed by means of water absorption of gaseous
HCl.
CONSUMPTION OF RAW AND
AUXILIARY
MATERIALS IN THE ETCHING PLANT AND RECLAIM STATION
1.
hydrated
lime: 30 Mg/ year
Application: lime coating process for
neutralisation of acidic remains after previous treatment phases;
2.
technical
hydrochloric acid – as per PN-75/
C-84046 standard: 116 Mg/year
Application: blank etching;
3.
technical
sulphuric acid – as per PN 76/ C-84051 standard: -
1 Mg/year;
4.
copper
sulphate – as per BN-72/
6016-31 standard: - 1.2 Mg/year
Application: see above;
5.
Gardolene
Application:
surface activation process;
6.
Gardobond
VP 4818: - 1.2 Mg/year
Application:
phosphorising process.
INTERMEDIATE PRODUCTS
GENERATED IN
THE PICKILING PLANT AND
RECLAIM
STATION
1.
used
pickling solution: 2,850 m3/year
pumped to the used pickling
solution
storage tank at the Reclaim Station;
2.
reclaim: 2,180 m3/year
pumped to the acid storage
tank at
the Reclaim Station;
3.
ferric
oxide: 200-300 Mg/year
generated in the reclaim
process,
the whole volume is sold to external buyers;
4.
gaseous
HCl: absorbed in water bulbs
of the vapour absorber and washing tower, redirected as acidified
liquid to the
washer effluent storage tank and used in the reclaim of used HCl;
5.
wash
effluent: 311,000 m3/year
generated by washing
chemically-resistant floors and tanks, management and disposal as above;
ENERGETIC EFFICIENCY
OF THE ETCHING PLANT AND
RECLAIM
STATION
Ø
electric
power
31 kWh/1 Mg of blank
Ø
gas
13.7
Nm3/ “
“
Ø
heat
energy-heating steam
0.36 GJ/ “
“
Ø
underground
water
5.8,000 m3/ “
“
Ø
municipal
water
1.2 m3/ “
“




If you have any questions or would like to receive further information on the above equipment please contact Mark or Mike Mathiasen.
We are always looking for good used Wire and Cable equipment to purchase for stock. Please send us a list of any surplus machinery that you would like to turn into cash.
Please send us your surplus list
M.M.I. OFFERS THE FOLLOWING SERVICES:
COMPLETE PLANT LIQUIDATION’S,
CONSIGNMENTS,
WAREHOUSING
Please contact us with your machinery requirements!
Back to NON- Ferrous Home Page
 Back
to MMI Home
Back
to MMI Home